





Modern railway networks, from high-speed trains to urban metro systems, rely on highly sophisticated electrical grids and communication channels. Over the past decade, the rapid transition to automated and digitalized rail systems has drastically increased the weight and volume of power and data cables running along railway lines. These infrastructures demand an exceptionally reliable and durable cable support system to ensure consistent operations under aggressive environmental parameters.
Traditionally, galvanized steel or stainless steel components were utilized for cable hanging systems. However, industrial demands are shifting toward lightweight, highly corrosion-resistant materials. This shift is driven by the need to minimize structural weight, optimize installation speed, and reduce lifecycle maintenance costs. This is where High-Quality Aluminum Hanging Kits For Cables On Railway enter the mainstream industrial spotlight.
Reducing the deadweight of trackside infrastructure structures decreases load-bearing fatigue on tunnels, bridges, and catenary poles. Lightweighting directly lowers civil engineering costs and increases safety factor margins.
While the initial material investment in high-grade aluminum alloys is slightly higher than galvanized steel, the total cost of ownership (TCO) is substantially lower. Aluminum eliminates the need for periodic re-galvanization or anti-rust painting.
Aligned with European Green Deal goals, modern rail operators mandate recycled and recyclable materials. GRS-certified aluminum offers a clear ecological roadmap, retaining close to 100% material properties through recycling loops.
As a leading industry factory, Foshan Golden Source Precision Manufacturing Co., Ltd. (established 1991, 73,000 sqm production base) leverages vertically integrated in-house alloy casting capabilities. This allows precise control of chemical composition and trace element modifications to achieve maximum tensile strength, elongation, and optimal grain size. Our production utilizes high-performance aluminum alloys ranging from the 1XXX to 7XXX series, customized precisely to our clients' engineering designs.
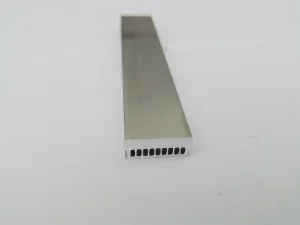
For railway cable hanging kits, 6063-T6 and 6061-T6 are the primary alloys of choice due to their balanced ratio of mechanical strength, weldability, and corrosion resistance. When higher structural stability or impact endurance is needed, 7075-T6 is utilized, offering yield strengths comparable to structural steel at one-third the weight.
| Alloy & Temper | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Primary Technical Advantage | Typical Railway Application |
|---|---|---|---|---|---|
| 6063-T5 | ≥ 110 | ≥ 160 | ≥ 8 | Superior surface finish for anodizing, good extrudability | Cable trays, decorative supports, secondary ducts |
| 6063-T6 | ≥ 170 | ≥ 215 | ≥ 10 | Optimized hardness, excellent mechanical-to-weight balance | Standard cable hanging bracket assemblies |
| 6061-T6 | ≥ 240 | ≥ 290 | ≥ 9 | High structural strength, high fatigue resistance | Heavy-duty cable clamps, catenary support arms |
| 7075-T6 | ≥ 500 | ≥ 570 | ≥ 7 | Ultra-high-strength aerospace grade aluminum | High-stress structural brackets, high-speed impact parts |
Foshan Golden Source conducts in-house billet casting, which ensures that alloy purity remains uncompromised. Any contamination during casting can lead to structural defects or micro-fractures under continuous train-induced vibration. Strict control over the magnesium, silicon, and iron levels allows the company to prevent intergranular corrosion, ensuring the components perform safely for decades.
The performance requirements of railway cable hanging kits vary dramatically depending on the local geographical layout and environmental conditions. Our customized kits are engineered to withstand these unique environmental stressors:
Challenge: Confined spaces with humidity levels constantly hovering around 90-95%, accompanied by condensation and micro-galvanic currents from the rails.
Solution: 6063-T6 aluminum components treated with high-thickness clear anodizing or specialty protective sealants. This prevents oxidation and galvanic corrosion from contact with other metal surfaces.
Challenge: Rapidly changing aerodynamic pressure (piston effect) as high-speed trains pass at velocities exceeding 300 km/h, creating intense, sustained vibrations.
Solution: Precision CNC-machined, high-strength 6061-T6 hanging kits. Features locking mechanisms to prevent fastener loosening, and an aerodynamic profile that minimizes air drag.
Challenge: Severe salt spray deposition and acid rain exposure that rapidly corrodes structural steel brackets.
Solution: Specialized thick-film anodizing combined with organic powder coating, offering over 1,000 hours of salt spray resistance (ASTM B117 compliance).
Since 1991, we have built a fully integrated manufacturing infrastructure designed to keep product quality high, delivery times low, and engineering precision exact. By managing the entire production cycle under one roof, we eliminate intermediate processing markups and ensure absolute accountability for every piece shipped.
Adjusting and purifying raw alloys directly ensures consistent structural performance. This step eliminates impurities that compromise anodizing quality or cause cracks during complex machining.
Our in-house mold facility allows us to quickly develop customized shapes and profile designs. This reduces prototype iterations and minimizes product-to-market lead times.
Advanced extrusion presses handle diverse cross-sectional shapes and wall thicknesses, ensuring excellent dimensional consistency across large production runs.
Foshan Golden Source is strategically located in the Pearl River Delta, one of the world's most dynamic manufacturing and raw material hubs. This localization provides key advantages for global railway infrastructure procurement managers:
Our raw material suppliers, casting specialists, surface treatment chemicals, and logistics providers operate in close proximity. This local concentration keeps our production lines secure against unexpected global transport bottlenecks.
Because billet casting, mold research, extrusion, CNC machining, welding, surface treatment, and packaging are handled entirely in-house, we eliminate external logistical handoffs. This ensures shorter lead times and maintains a single standard of quality control.
Our unified operational model lowers overhead, reduces material transport costs, and minimizes scrap rates. This enables us to provide superior, export-grade products at competitive market rates.
We melt the alloy in house so that we can adjust the compositions to achieve the best physical properties of extrusion profiles, best purity of alloy for high quality anodizing.
Machining and surface treatment are done in house will better quality control and saving production costs so that the unit price for product will be lower. Even if the same price as other factory, our quality will be much superior.
"One-stop" manufacturing capacity will provide faster delivery to customers.
We maintain ISO9001, ISO14001, 45001, GRS, and RCV certifications. GRS and RCV are key to meeting environmental regulations in the EU market. We have also earned numerous clean production awards, technology innovation honors, and recognition from district, municipal, provincial, and central governments. Below is a selection of our primary certificates and awards:












As rail technology moves toward higher operating speeds, automated tracking, and real-time diagnostic systems, trackside cabling components are evolving from passive mechanical parts to intelligent assemblies. Our long-term technical development focus centers on three key areas:
Integrating strain sensors and fiber Bragg gratings directly into our aluminum hanging clamps. This enables real-time structural health monitoring, allowing maintenance crews to spot stress fatigue or cable sag issues before they cause service interruptions.
Developing eco-friendly, ultra-durable chemical passivation techniques and graphene-reinforced anodizing solutions. This will increase local surface hardness and extend the component lifespan to over 40 years under harsh environmental conditions.
Increasing the use of certified recycled aluminum billets without compromising mechanical strength. These green alloys help rail operators lower the carbon footprint of new line construction and support circular economy goals.
Our manufacturing and administrative workflows strictly follow international quality management guidelines. By maintaining ISO9001 for quality control, ISO14001 for environmental management, and ISO45001 for occupational safety, we ensure our processes are dependable and safe.
For European railway networks, our products fully satisfy EU REACH chemical regulations and hold Global Recycled Standard (GRS) and RCV environmental certifications. We also offer comprehensive localized engineering and logistics support to global customers:
We work directly with your engineering team to verify CAD drawings, recommend optimal alloy compositions, and carry out finite element analysis (FEA) to confirm load-bearing performance before tooling begins.
Our facilities perform tensile testing, hardness measurements, salt spray exposure, and microstructural analysis to verify mechanical performance, ensuring compliance with ASTM and EN railway infrastructure standards.
From custom protective packaging to consolidated shipping containers, we ensure components arrive at your installation site intact and ready for assembly.
6063-T6 aluminum alloy offers a high strength-to-weight ratio, which reduces the structural weight load on tunnels and supporting structures. Additionally, its natural oxide layer, enhanced by anodizing, provides excellent corrosion resistance without the need for toxic rust-inhibiting coatings. Unlike steel, it does not require periodic painting or re-galvanization, resulting in lower long-term maintenance costs for railway operators.
We control the chemical composition of our alloys through in-house billet casting, which prevents microstructures that lead to fatigue failure. Additionally, our components undergo aging heat treatments (T6 temper) and rigorous testing—including cyclic stress and hardness checks—to ensure they withstand the mechanical fatigue caused by passing trains.
For highly humid or coastal environments, we recommend a heavy anodized surface layer (exceeding 20 microns) or a combination of anodizing and organic powder coatings. These treatments protect components against aggressive chloride attack and pass over 1,000 hours of salt spray testing under ASTM B117 standards.
Yes. Our in-house mold R&D department can design and manufacture custom tooling to match your specifications. We also offer precision CNC machining, welding, and assembly services to deliver complete, ready-to-install components based on your engineering drawings.
Yes, all our products comply with the European Union’s REACH regulations regarding chemical safety. Additionally, our operations hold GRS (Global Recycled Standard) and RCV certifications, which verify our use of sustainable materials and environmentally responsible manufacturing processes.
Because we operate as a one-stop factory—handling casting, extrusion, machining, and surface treatment in-house—we minimize logistical delays. A standard custom order typically takes 3 to 4 weeks from mold approval to final shipment packaging, depending on the complexity of the design.
Yes, we perform liquid penetrant testing and ultrasonic testing upon request to verify internal structural integrity. We also carry out dimensional inspections using coordinate measuring machines (CMM) to ensure components match specified tolerances.
We provide full material test reports (MTRs) for every batch, detailing chemical composition, yield strength, tensile strength, and elongation. Customers are also welcome to arrange third-party inspections (such as SGS or TÜV) at our facility prior to shipment.








